Ostrzenie małych wierteł
Moderatorzy: kartonwork, Rafal N.

Tańczące wiertło. No to teraz wiadomo. Pierwsza sprawa to zbyt duże obroty na tak małą średnicę wiertła. Druga to że, Dremel wcale nie należy do aż tak precyzyjnych narzędzi. Wierciłem niedawno otworki w różnych niewielkich przedmiotach z przeznaczeniem na wisiorek. Dysponuję modelarską wiertarką stacjonarną z regulowanymi obrotami. Jedyna rada na tańczące wiertło była taka: Opuścić wiertło na miejsce wiercenia z lekkim dociskiem i dopiero wtedy zastartować obroty od zera w górę, ale wciąż bardzo powoli. Dremel nie ma takich możliwości i tak stabilnej podstawy jak wiertarki stacjonarne. Dlatego, moim zdaniem nie nadaje się do precyzyjnego wiercenia. Pozostaje chyba jedynie manualne wiercenie przy pomocy wiertareczki sprężynowej modelarskiej, co na tak niewielkiej przestrzeni będzie wymagało niebywałej precyzji. Osobiście nie wyobrażam sobie tego zadania bez dobrej jakości wiertarki stacjonarnej, gdzie w jej podstawie można unieruchomić nawiercany przedmiot. Z moich doświadczeń wynika, że tańczące wiertło to nie źle naostrzone wiertło a raczej zbyt wysokie obroty i zbyt długie wiertło.
Obraz jest wart tysiąca słów. Model wart jest miliona.
Żeby to jeszcze dokładniej naświetlić. Tak cienkie wiertło przy obrotach 10 tyś i wyższych, przy zbyt mocnym nacisku, zanim zacznie ciąć zaczyna się wyginać i tańczyć. Dlatego obroty muszą być od zera i precyzyjna regulacja docisku. Jeżeli wiertło leży ok, to spróbuj przed włączeniem obrotów, ręcznie poruszyć głowicę dremela tak żeby np 0.5 mm zastartować manualnie i w ten sposób usytuować wiertło w materiale.
Obraz jest wart tysiąca słów. Model wart jest miliona.

Witam
Choć sam nie wypróbowałem ale może te wiertła będą bardziej precyzyjne
http://www.allegro.pl/item931447036_min ... emmer.html
a poza tym maja większy uchwyt (Średnica uchwytu-3,175mm)co powinno pomóc w kwestii bicia wiertła
( kiedyś na allegro spotykałem więcej takich zestawów ze średnicami nawet od 0,2mm w cenach ok 50PLN za komplet bodajże 20 szt co prawda przechodzone ale zawsze to przemysłowa jakość z maszyn CNC)
A do wiercenia może taki przyrządzik jubilerski
http://www.allegro.pl/item929662521_pre ... ilope.html
Choć sam nie wypróbowałem ale może te wiertła będą bardziej precyzyjne
http://www.allegro.pl/item931447036_min ... emmer.html
a poza tym maja większy uchwyt (Średnica uchwytu-3,175mm)co powinno pomóc w kwestii bicia wiertła
( kiedyś na allegro spotykałem więcej takich zestawów ze średnicami nawet od 0,2mm w cenach ok 50PLN za komplet bodajże 20 szt co prawda przechodzone ale zawsze to przemysłowa jakość z maszyn CNC)
A do wiercenia może taki przyrządzik jubilerski
http://www.allegro.pl/item929662521_pre ... ilope.html
Wszystko źle :PRutek63 pisze:Żeby to jeszcze dokładniej naświetlić. Tak cienkie wiertło przy obrotach 10 tyś i wyższych, przy zbyt mocnym nacisku, zanim zacznie ciąć zaczyna się wyginać i tańczyć. Dlatego obroty muszą być od zera i precyzyjna regulacja docisku. Jeżeli wiertło leży ok, to spróbuj przed włączeniem obrotów, ręcznie poruszyć głowicę dremela tak żeby np 0.5 mm zastartować manualnie i w ten sposób usytuować wiertło w materiale.
Zasada obróbki skrawaniem: im wieksze wiertło tym mniejsze obroty i odwrotnie
Wszystko zalezy od materiału z jakiego wykonano wiertła, mam cieniutkie a ich zgjąć nie można Piotr80 może potwierdzić bo widział ruznice miedzy tym co przyniósł a tym co ja miałem i od sposobu naostrzenia wiertła !!
W dużej mierze też zależy od materiału obrabianego jego twardości itp.
Przede wszystkim proponowałbym napunktować miejsce gdzie chcemy wiercić , ale i to nie pomoże jeśli wiertło będzie źle naotrzone bo otwór zostanie rozbity !!
Jeśli nie to nabyć wiertła przeznaczone do obrabiarek CNC są bardzo precyzyjne i zawsze na wałek 3,25mm
Naostrzenie wiertła to niej est taka prosta sprawa jak sie wydaje i trzeba mieć wyczucie i wprawę w tym, nie polecam osobą nie znającym tematu bo można tylko bigosu narobić
Piotrowi ostrzyłem wiertła z wykorzystaniem narzędzi jubilerskich i odpowiedniego kamienia ale i tak maszynowo naostrzone sa najlepsze !!
Ostatnio zmieniony czw mar 04 2010, 19:44 przez BALROG, łącznie zmieniany 1 raz.

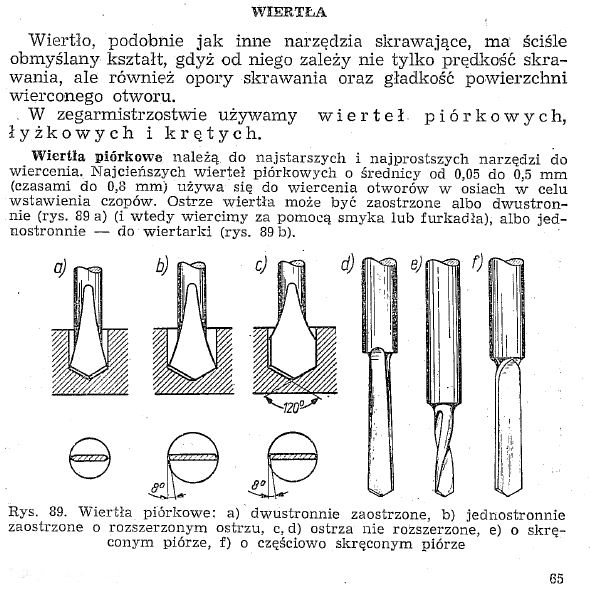
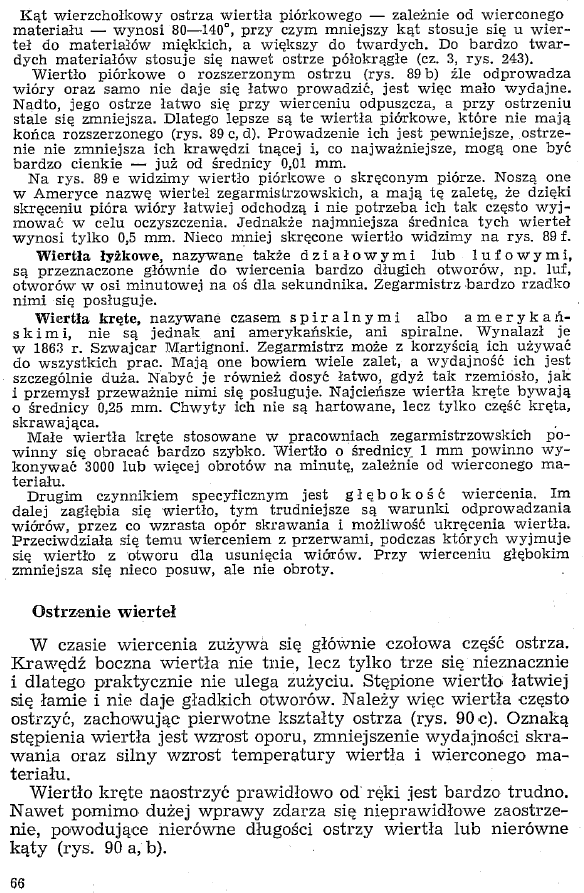
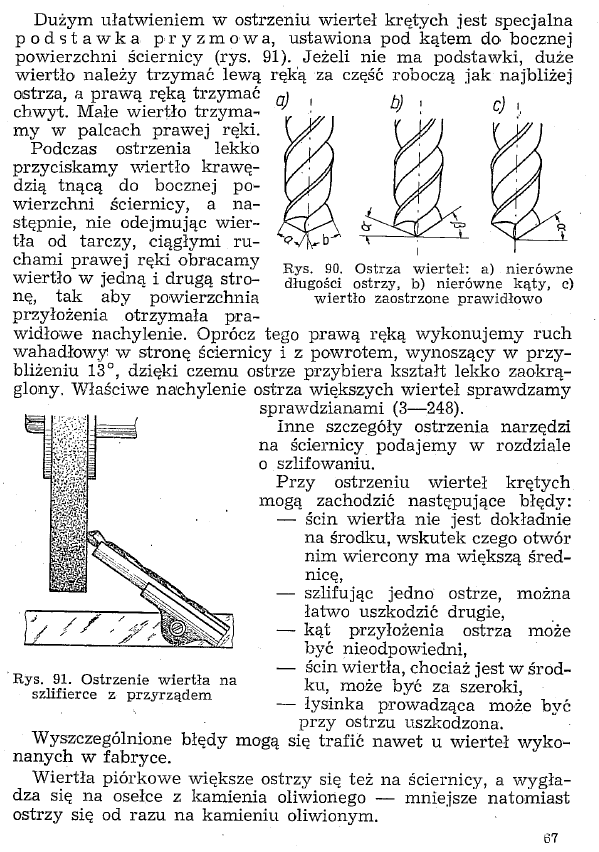
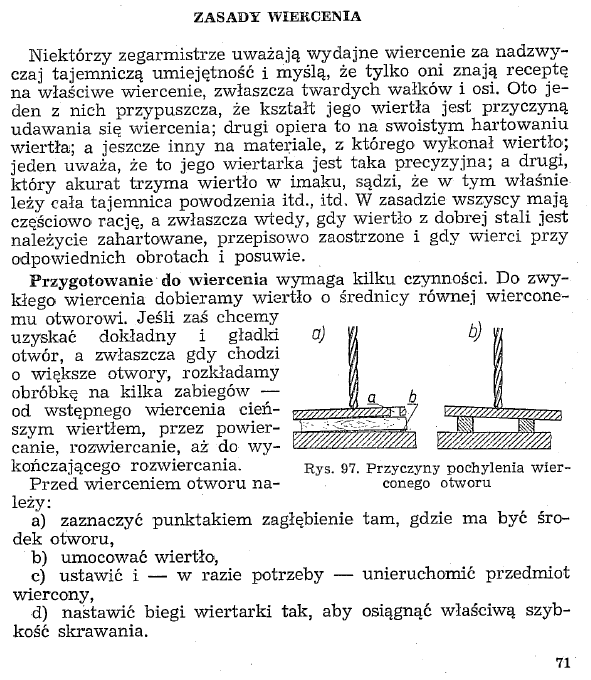
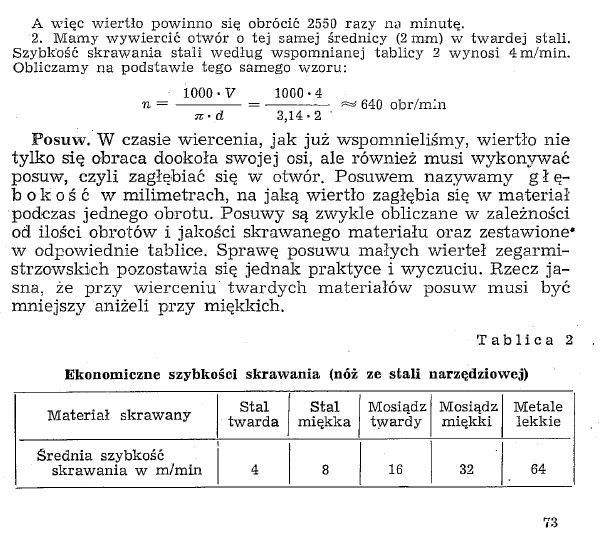
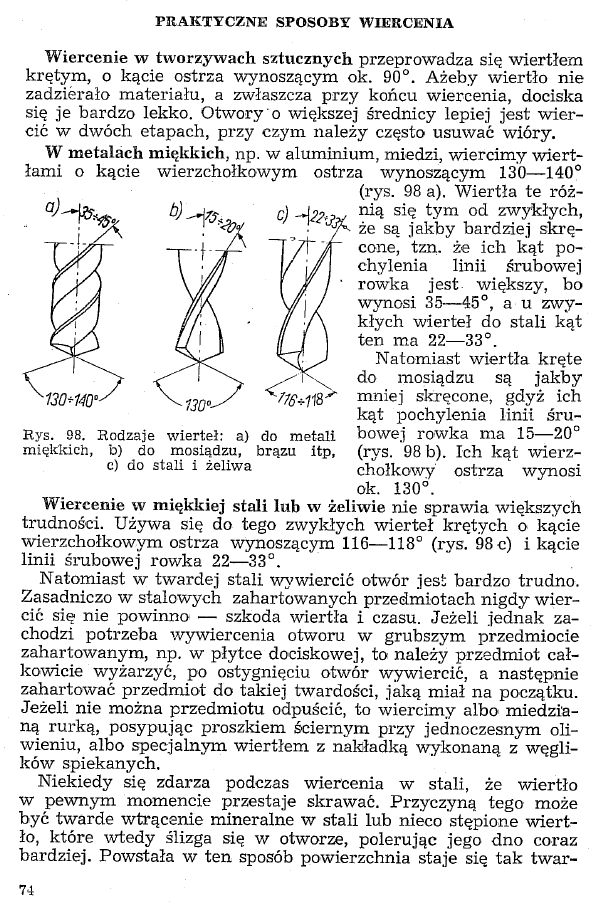
Kilka fachowych porad odnośnie wierteł stosowanych przez zegarmistrzów, ich ostrzenia, prędkości wiercenia itp. Skany pochodzą z książki "Zegarmistrzostwo. Technologia warsztatowa", autorzy: Bartnik, Podwapiński, Wyd. WPLiS Warszawa 1962r.








Szlifierkę można by zrobić ze starego dysku twardego z działającym napędem talerzy, po ich oklejeniu drobnym papierem ściernym.
W przypadku wiercenia w drewnie może łatwiejszym sposobem na wstępne napunktowanie miejsca, będzie wypalenie małego otworka cienkim stalowym drutem (struna gitarowa) zamocowanym np. do grota lutownicy.
Szlifierkę można by zrobić ze starego dysku twardego z działającym napędem talerzy, po ich oklejeniu drobnym papierem ściernym.
W przypadku wiercenia w drewnie może łatwiejszym sposobem na wstępne napunktowanie miejsca, będzie wypalenie małego otworka cienkim stalowym drutem (struna gitarowa) zamocowanym np. do grota lutownicy.
Moje modele: archiwum
BALROG,BALROG pisze:Wszystko źle
Moje rady czy też spostrzeżenia, o których mówię tutaj na forum wynikają z praktyki. Czy teoria potwierdza tą praktykę w konkretnym przypadku jest dla mnie mniej istotne. Jeżeli coś zdaje egzamin, to nie dbam o to czy jest to źle względem teorii. To o czym napisałem miało miejsce w czasie i przestrzeni.
Jeszcze raz powtórzę: Metodą na tańczące wiertło, (które tańczyło po zetknięciu z materiałem) było opuszczenie go na wiercony przedmiot i dopiero wtedy zastartowanie obrotów wiertarki. Bardzo powoli i delikatnie od zera i dociskając bardzo lekko, tak żeby skrawanie nie powodowało powstawania wiórów. Wiadomo, że wiertło musi być naostrzone centralnie, bo w przeciwnym wypadku rozwierci otwór większy niż jego średnica. Być może moje wnioski wyciągnięte z tego doświadczenia są błędne względem teorii. No cóż, otworki nawierciłem w przedmiotach o różnej twardości. Niektóre z nich twarde a przy tym łamliwe i kruche jak muszelki np.
Tak czy inaczej, podejrzewam, że się generalnie nie rozumiemy interpretując termon „Tańczące wiertło” w różny sposób. Jeżeli faktycznie powodem tego „tańca” jest niesymetryczne naostrzenie i nie jest to błędna diagnoza jak przypuszczałem, to nic nie zapobiegnie rozklekotanemu otworkowi. Wiertło należy wymienić na naostrzone poprawnie.
Obraz jest wart tysiąca słów. Model wart jest miliona.
Rutek63
Moje też jest podparte praktyką
3 lata szkoły ( obróbka skrawaniem ) i 6 lat na tokarkach frezarkach w zakładzie pracy
Pierwsze czego nas uczyli to ostrzyć noże i wiertła
Pracowałem i pracuje na wiertłach różnego rodzaju i wymiaru, wiem jak takie narzędzia sie zachowują
prawda jest taka jak kupujesz tanie wiertło to nie licz na cuda, bo z gówna bata nie ukręcisz !!!!!!!!
Moje też jest podparte praktyką
3 lata szkoły ( obróbka skrawaniem ) i 6 lat na tokarkach frezarkach w zakładzie pracy
Pierwsze czego nas uczyli to ostrzyć noże i wiertła
Pracowałem i pracuje na wiertłach różnego rodzaju i wymiaru, wiem jak takie narzędzia sie zachowują
prawda jest taka jak kupujesz tanie wiertło to nie licz na cuda, bo z gówna bata nie ukręcisz !!!!!!!!
A, jeszcze taki patent - wzornik. Spróbuj wziąść kawałek blaszki (miękka stal jest dobra, działa mi też w sprężynującej), przewiercić ja tym wiertłem na wylot i otwór lekko sfazować. Przykładasz to "cudo" do elementu, ustawiasz otwór na miejsce, dobrze unieruchamiasz i wiercisz przez ten otwór. Wiertła nie są ostrzone tak, żeby mogły frezować na boki, więc powinno to nawet trochę niecentryczne wiertła ucywilizować.
Wystarczy że czoło wiertła ma nierówno naostrzone (niesymetrycznie) i twoja koncepcja choć ciekawa odpada !!uboottd pisze:A, jeszcze taki patent - wzornik. Spróbuj wziąść kawałek blaszki (miękka stal jest dobra, działa mi też w sprężynującej), przewiercić ja tym wiertłem na wylot i otwór lekko sfazować. Przykładasz to "cudo" do elementu, ustawiasz otwór na miejsce, dobrze unieruchamiasz i wiercisz przez ten otwór. Wiertła nie są ostrzone tak, żeby mogły frezować na boki, więc powinno to nawet trochę niecentryczne wiertła ucywilizować.
bo wiertło może same w sobie rozbijać otwór i zadne prowadzenie sie tu nie sprawdzi
Można tak naostrzyć wiertło by na przykład wiertłem 20mm wykonywać otwór 21mm wystarczy niesymetrycznie czoło zeszlifować